


选择TECDIA 3D打印点胶针头的2大理由
要求更高精度的3D打印。
目前市场上的低价3D打印采用的是将树脂熔化后进行堆积的FMD法。与激光烧结法等其他建模方法相比,精度较低,并且需要精加工(切割,研磨,热处理等)。为了节省工作量,可实现每个细节精确建模的3D打印显得尤为必要。
开发了可实现精细建模的3D打印点胶针头。
专用3D打印点胶针头对于精确的3D打印必不可少,要求针头不堵胶,并且可以定量微量点胶。其中涉及两大因素,A:易流动程度(流动性),B:不规则流动(乱流)。这两大因素影响点胶针头内部品质(表面粗糙度*¹,前端角度*²,台阶*³)。
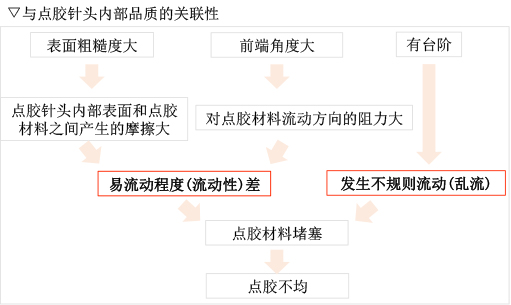
表面粗糙度*¹:针头内部表面的光滑度会影响针头内部表面和点胶材料之间产生的摩擦。
前端角度*²:前端笔直部分的角度。会影响点胶材料流动方向的阻力大小。
台阶*³:前端笔直部分可以看到的台阶。会引起点胶材料的不规则流动。
A: 流动性降低的原因是针头内部表面的表面粗糙度和前端角度。
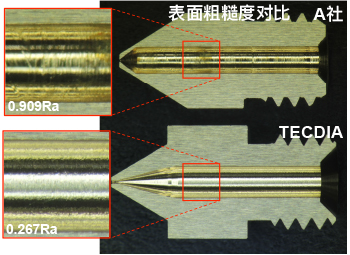
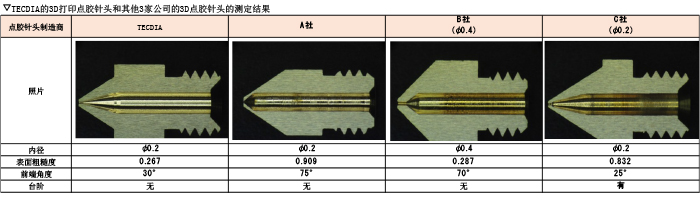
摩擦随着表面粗糙度的增加而增加。A公司生产‘的3D打印点胶针头的表面粗糙度为0.909Ra。有深划痕和在加工过程中产生小凹凸不平,摩擦被认为是很大的。TECDIA生产的3D打印点胶针头的表面粗糙度为0.267Ra,没有划痕或凹凸,对流动性的不利影响最小。
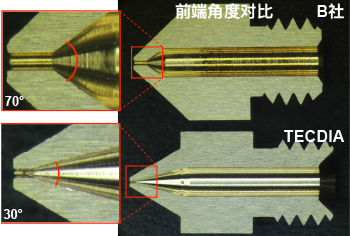
前端角度越钝,阻力越大。B公司生产的3D打印点胶针头的角度为70°,被认为阻力很大。可实现超微细点胶的精密针头角度一般设置为30°,而TECDIA生产的3D打印点胶针头的角度也为30°,点胶材料容易流动,有助于实现精密点胶。
B: 产生不规则流动的原因是针头前端的台阶
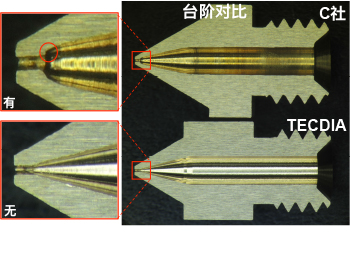
由于前端笔直部分有台阶,因此容易产生不规则流动。台阶的作用在于将前端角度加工成锐角时,防止刀具折损,这在一般的精密针头中很常见。由于C公司生产的3D打印点胶针头有台阶,因此很容易产生不规则流动。TECDIA生产的3D打印点胶针头,虽然前端角度小,但由于没有台阶,因此不易产生不规则流动。
利用定制生产中积累的技术和经验,实现高品质的针头。
作为精密点胶针头的专家,TECDIA已为汽车零件组装、航空宇宙研究开发、医疗试剂应用等各个行业提供独创点胶针头。利用从这些经验种中积累的独特技术和经验,我们成功生产出了优于其他公司的3D打印点胶针头。
高性能的3D打印点胶针头,不堵胶,并且可以定量微量点胶。
有通过从其他公司生产的3D打印点胶针头转换为TECDIA生产的3D打印点胶针头,从而改善了建模精度的实际成果。 如果您正在寻求更精密的高精度3D打印,请使用TECDIA的点胶针头。我们通过为客户量身定制3D打印点胶针头,满足客户需求。
–
 Tel: (021)-6237-2208
Tel: (021)-6237-2208
工作时间:8:30-17:30